Technology
Spray on chrome technology in our company consists of 7 steps of heat work at 60 degrees Celsius at set duration of time. It is to achieve perfect mirror effect on any surface and material, in any color of a rainbow. Total depth of the layer is 0.3-0.4mm. Chemical products used with spray on chrome that we use are the most durable products of this type in the world. Durability tests and laboratory tests prove it. To test the quality, use our services or visit our sales center. Innovation and proecology within this technology relieves customer from having to obtain any permissions that are required in case of working with galvanic chrome or conventional paint shop.
What else do you need to know? The most basic and the most important characteristic of spray on chrome is total acid alkaline intertnes of the coating. What does that mean to the customer? Most importantly that all parts covered by spray on chrome (wheel rims for example) will never oxide (oxygenate / rust), and the part itself is primed and secured against salts, acids and other harmful substances.
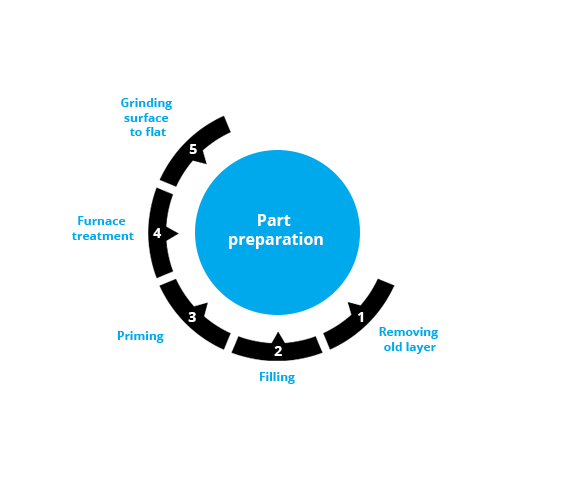
Part preparation

1. First step: Removing old layer.
Before start of spray on chrome process our company removes galvanic chrome layers, rust, lacquer or any other layer currently on the part. Thanks to that we get clear metal or other material.

2. Second step: filling.
In this stage the most important task is to fill all imperfections / losses created in result of corroding or physical damage. We apply finish putty, spray on and we put parts to flashing. Before beginning to apply more layers we require to get perfect surface.

3. Third step: Priming.
In this stage we degrease the surface and also applying anti-corrosion & filling primer. This is to fully protect the part against corrosion and to fill all little gaps and scratches.

4. Fourth step: Furnace treatment, heating.
In this stage part goes to the furnace and is being kept heated in temperature between 60 and 70 degrees Celsius. Heating takes anything between 2 and 3.5 hours.

5. Fifth step: Polish.
After heating parts are manually wet polished. This stage is to get perfectly even surface before attempting to start spray on chrome. Thanks to this polish, there is no losses on surface of the part and surface is perfectly even.
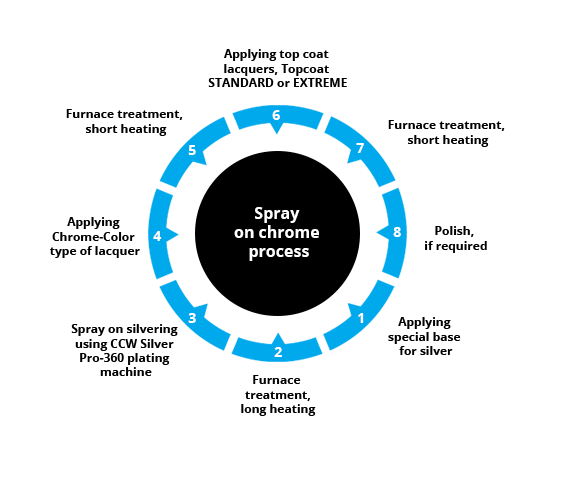
Spray on chrome process

1. First step: applying special base for silver.
In this stage we apply Basecoat lacquer in specific configuration. It creates perfect, ceramic even surface, that is a base for the next stage, spray on silvering. It cannot be polished or touched. This is performed in paint cabinet.
2. Second step: Furnace treatment, long heating.
This stage is to fully heat up the lacquer of Basecoat type. Heating is performed in temperatures of 50 to 65 degrees Celsius in 2 to 3 hours of time.
3. Third step: Spray on silvering using CCW Silver Pro-360 plating machine.
This is one of most important stages. Thinned chemical products are poured to the assemblage. Process takes 5 steps:
- spraying activator,
- flushing activator,
- silvering,
- flushing,
- drying of the part.
Depending on using PRO-1 series or PRO-3 series chemic products, this stage might be slightly modified. All the information is provided upon training. All this stage happens rapidly and takes anything from tens of seconds to couple of minutes maximum. At this stage it is impossible to create any stains.

4. Fourth step: Applying Chrome-Color lacquer.
This stage is to protect clear silver layer with special lacquer with UV filter. Our Chrome-Color lacquer is the only dedicated lacquer for silver, that doesn’t cause it’s oxidation, like with any other techniques used with conventional spray paint jobs.
5. Fifth step: Furnace treatment, short heating.
This stage is to heat the Chrome-Color lacquer up that was put on earlier in temperature of approximately 40 degrees Celsius in 40-60 minutes of time.

6. Sixth step: Applying lacquers Topcoat STANDARD or EXTREME.
This is the last stage of spray on chrome technology, in which Topcoat Standard or Topcoat Extreme lacquer is applied in multiple layers. It is to make part 100% secure against water or acids, or any other atmospheric factors. Thanks to this part presents.
7. Seventh step: Furnace treatment, short heating.
Last heating stage. Parts with Topcoat applied are heated up in temperature of 40 degrees Celsius in 1 to 3 hours time.

8. Eight step: Optional polish.
After the last heating stage part can be polished depending on the requirement, and optionally apply another coats, i.e. ceramic.